Big iron breaks. It’s not a matter of if, but when. You’ve got a Caterpillar 992 loader working a face, or maybe a Komatsu excavator ripping through shale, and eventually, those pivot points give up the ghost. The holes get egg-shaped. The pins start dancing. If you don't fix it, the machine basically eats itself from the inside out. This is where an in line boring machine becomes the most important tool in the shop—or more accurately, the most important tool in the dirt.
Most people think you have to haul a massive chassis back to a machine shop to fix a worn-out bore. That’s a nightmare. You’re looking at days of teardown, massive trucking costs, and shop rates that’ll make your eyes water. Portable line boring changed the game by bringing the machine shop to the iron. It’s a specialized setup that lets a technician weld up a worn hole and then cut it back to factory specs right there in the field. It’s surgical, honestly.
The Brutal Reality of Bore Wear
When a machine operates, the friction is immense. Even with regular greasing, the constant oscillation under load wears down the steel. Once that bore is out of round by even a fraction of an inch, the "clunk" starts. That clunking is the sound of your profit margin disappearing.
You can’t just slap a bigger pin in there. It doesn’t work like that. You have to restore the concentricity. If you have three or four holes in a row—like on an excavator boom—they all have to be perfectly aligned. If they aren't, the pin won't go in, or worse, it’ll bind and snap under pressure. This is why "in line" matters. The boring bar runs through all the holes simultaneously, ensuring they share the exact same centerline.
🔗 Read more: Lake Geneva Doppler Radar: Why Your App Always Gets the Forecast Wrong
How an In Line Boring Machine Actually Works
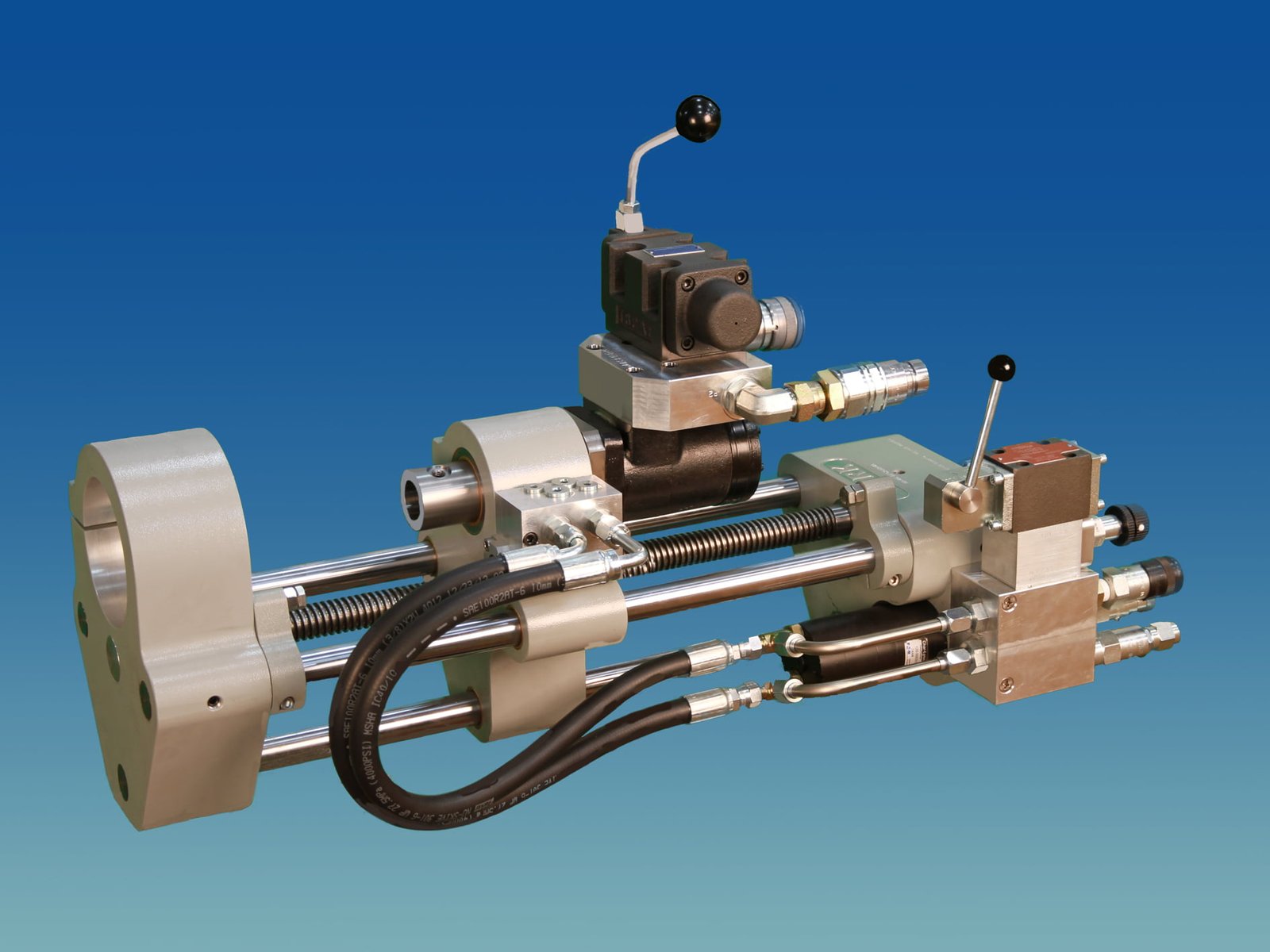
Basically, you start with a long, precision-ground steel bar. This is the heart of the in line boring machine. You slide this bar through the worn holes and support it with bearings that you weld onto the face of the equipment.
Alignment is the hard part. Some guys still use a string line or a basic centering cone, but the high-end outfits are using lasers now. Companies like York or Climax Portable Machining produce these rigs to be modular. You’ve got a rotational drive unit that spins the bar and a feed unit that pushes the cutting tool forward.
- First, you clean the bore. Get all the old grease and rust out of there.
- Then comes the bore welding. You use an automated welder that spirals a bead of new steel inside the hole.
- After it cools, you set up the boring bar.
- You take "roughing" cuts to get the shape back.
- Finally, you do the finish pass to hit that thousandth-of-an-inch tolerance.
It’s slow work. You can’t rush it. If you heat up the metal too much, it warps. If you take too deep a cut, the bar chatters and leaves a finish like a washboard. You want it smooth as glass.
Why You Can't Just Use a Hand Drill
I've seen guys try to "clean up" a hole with a die grinder or a heavy-duty mag drill. It's a disaster every single time. A mag drill isn't designed for depth or concentricity across a gap. An in line boring machine is rigid. Rigidity is everything in machining. Without it, the tool follows the path of least resistance, which means it just follows the egg shape that's already there. You end up with a hole that’s bigger but still crooked.
The Cost of Staying Mobile
Let's talk money because that's why this tech exists. A decent portable line boring setup—something like a Climax BB5000—isn't cheap. You’re looking at $15,000 to $30,000 for a starter kit, and that’s before you buy the bore welder.
But consider the alternative.
If a mining company has a haul truck down, they are losing thousands of dollars per hour. Waiting two weeks for a shop slot is out of the question. A mobile tech can roll up in a service truck, set up the in line boring machine, and have that truck back in the dirt in 36 hours. The ROI is insane.
✨ Don't miss: Why the Index Eye Tracking Kit is the Upgrade You Actually Need
Common Mistakes Even Pros Make
Setup is where everyone fails. If those mounting bearings aren't welded solid, the vibration will ruin your surface finish. I knew a guy in Nevada who tried to skip the "support bearing" on a long reach and the bar sagged just enough—maybe three thou—that the pin seized halfway through installation. They had to cut the pin out with a thermal lance. Talk about a bad day.
Another big one is heat management. Welding adds a ton of heat to the casting. If you start boring while the metal is still 300 degrees, the hole will shrink when it cools. You’ll end up with a bore that's too tight for the bushing. Patience is a literal virtue in this trade.
Beyond Heavy Equipment
While we usually talk about dozers and backhoes, these machines show up in weird places. Shipyards use them for rudder posts and stern tubes. Power plants use them for turbine housings. I even saw a crew use a modified in line boring machine to repair a bridge hinge without dismantling the whole section.
The tech is getting lighter. We’re seeing more carbon fiber components and high-torque electric motors replacing the old-school hydraulic drives. This makes it easier for one guy to set up a rig without needing a crane just to lift the boring bar.
The Learning Curve
You can't just buy the tool and be a machinist. It takes a "feel" for the metal. You have to listen to the sound of the tool bit. A high-pitched whistle means your speed is too high. A low growl means you’re taking too much material. It’s an art form hidden inside a greasy, loud, industrial process.
Strategic Maintenance Advice
If you own a fleet, don't wait for the "clunk." Measure your bores during every major PM (preventative maintenance) cycle. If you catch the wear early, you might just need a quick sleeve or a minor bore. If you wait until the hole is 2 inches oversized, you're looking at a massive welding job and days of machining.
📖 Related: Apple Wallet Car Keys: Why You’ll Probably Forget Your Physical Fob Forever
- Audit your pins: If the grease isn't taking, or if the pin looks shiny on only one side, your alignment is already going.
- Invest in Quality Bushings: A cheap bushing will eat a bore faster than a bad operator.
- Keep it Clean: Dirt in the bore acts like sandpaper.
The in line boring machine is the ultimate "save" for a piece of equipment that would otherwise be destined for the scrap yard or a very expensive component replacement. It turns a catastrophic failure into a routine repair.
Final Actionable Steps for Fleet Managers
If you’re facing a worn bore right now, stop the machine. Continuing to run it will only increase the amount of "parent metal" you lose, making the eventual repair more complex and expensive.
- Document the Damage: Take precise measurements of the "out-of-round" sections.
- Evaluate the Site: Can a service truck get close enough? You need stable ground and enough clearance for the bar to slide in and out—usually double the length of the bore itself.
- Check the Specs: Find the original OEM tolerances. Don't guess.
- Vet the Tech: Ask to see their previous work on similar machines. A good line borer should be able to show you photos of their finishes. If the bores look like they were chewed out by a beaver, find someone else.
The goal isn't just to make the hole round again. It's to ensure the machine stays productive for another 10,000 hours. High-quality line boring is an investment in the longevity of your most expensive assets.